爱普生压电喷头行业资讯
2024-05-03

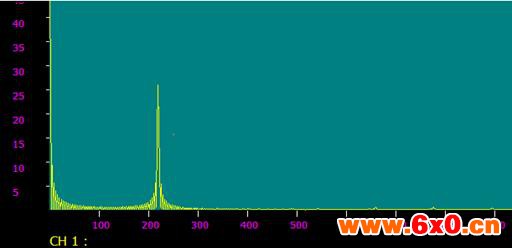
 图2 慢走丝机床加工的工件图 3 基于台达伺服技术的运动控制3.1 硬件介绍控制部分就是上位机系统和伺服系统:(1)上位机:是基于PC架构的慢走丝机床专用NC控制器;(2)伺服系统:两套“BWS”,BWS-BBH伺服控制器和BWS-BH大惯量伺服电机。(3)机械传动:伺服电机直连螺距为6mm的丝杆。3.2 技术难点 慢走丝机床上的伺服应用的主要技术难点就是在0.5~0.2rpm超低速运行过程中保持稳的追随误差,同时追随误差又必须小于2个脉冲。这样的超低速技术要求实际上是和慢走丝机床的加工特点有密切的联系的。慢走丝机床的电极丝直径通常0.03~0.35mm,而其加工工件时中心线在工件上切过的面积总和最大可达约为350m㎡/min,慢走丝机床加工的工件与快走丝不同通常都是既对加工精度要求很高又有很大的加工厚度。这就对慢走丝机床的进给速度有很高的要求,速度必须在一定的范围内,过快的速度会造成加工不彻底,在工件表面留下深浅不一的粗糙痕迹使表面粗糙度变差,同时也会造成电极丝振动加大,易造成断丝!至于伺服系统小于2个脉冲的追随误差,则是因为线切割的加工原理就是正负电极之间不断放电灼烧工件表面,就是说两个电极之间要保持一定的距离,既不能接触在一起造成短路,又不能距离太远造成断路!4 大惯量伺服系统调试4.1 系统调试 对于调试过程可说是难点重重,因为客户机械整体的负载就非常的大,而且还要在加工的过程中在加工槽里注满水,使得负载惯量和负载质量更大,增加了伺服的控制难度。为了保证2个脉冲的追踪误差,所以伺服控制器的增益必须维持在一个较高的水平,但是由于几乎不允许出现任何的振动,那么伺服控制系统的增益还不能够过大,也就是说在稳定的响应水平和稳定的控制平衡度之间寻找一个平衡点,这个平衡点的选取就是我们调试的关键。 由于该设备的运行速度不能超过我们调试软件估测负载惯量所需的运行速度200rpm,所以只能通过不断的试验,对参数进行设置,以找到最佳的增益参数,也就是将伺服参数中跟增益有关的2-00(位置控制增益),2-02(位置前馈增益),2-03(位置前馈增益平滑常量),2-04(速度控制增益),2-06(速度积分补偿),以及跟共振有关的2-25(共振抑制低通滤波),2-23(共振抑制Notch filter),2-24(共振抑制Notch filter衰减率)进行不断的试验设置和运行测试,2-00主要作用是保持位置环控制响应水平的,2-04主要作用是保持速度环控制响应水平的,这两个值是伺服响应的基础,而2-02和2-06的主要作用就是减小位置控制误差和速度控制误差的,将这两个值调到很高的位置可以明显地减小追随误差。2-03作用就是可以大大的降低传动机构的运转振动。 刚刚开始调试时,很快就将伺服的响应水平调整到一个不使伺服电机运行有振动的最高的控制水平,这个增益水平上伺服电机的运行效果是是伺服系统在0.5rpm的速度下运行追随误差基本保持在2个脉冲范围内,但是在运行的某几个点的时候,会跳变到3~4个脉冲。这是慢走丝设备运行不允许的,必须通过调整伺服的增益来改善这样的运行效果,因为这样的追随误差的跳变是由于在某个运行点上伺服系统的负载情况发生改变,而由于伺服系统的响应又不够快,所以才会出现追随误差变大的情况。通过以上分析,需要实现的就是提高伺服系统的响应水平又不能使伺服电机运行过程中出现任何的振动。为了既不让电机振动,又提高增益水平,只有将2-03加大降低机构传动的振动,才能提高2-04和2-00从而提高伺服系统整体的增益水平位置较高的响应,同时,还不能把2-03的值调整地过高,因为它会影响位置追踪误差。 在增调整已经很理想的情况下,开始安装工件试切。在试切过程发现一个很异常的现象,即在x轴以0.3rpm速度进给时,y轴的追踪误差会有一个不断的跳变,当时y轴根本没有信号输入,是不应该有任何移动的。出现这样的情况只有两种可能,一是有信号干扰,二是发生了机械振动!通过判断是在x轴以一定速度移动时,y轴会有共振产生!利用我们调试软件BWS-DDS找到共振频率,消除共振,调试完成。共振抑制频率点的抓取如图3所示。
图2 慢走丝机床加工的工件图 3 基于台达伺服技术的运动控制3.1 硬件介绍控制部分就是上位机系统和伺服系统:(1)上位机:是基于PC架构的慢走丝机床专用NC控制器;(2)伺服系统:两套“BWS”,BWS-BBH伺服控制器和BWS-BH大惯量伺服电机。(3)机械传动:伺服电机直连螺距为6mm的丝杆。3.2 技术难点 慢走丝机床上的伺服应用的主要技术难点就是在0.5~0.2rpm超低速运行过程中保持稳的追随误差,同时追随误差又必须小于2个脉冲。这样的超低速技术要求实际上是和慢走丝机床的加工特点有密切的联系的。慢走丝机床的电极丝直径通常0.03~0.35mm,而其加工工件时中心线在工件上切过的面积总和最大可达约为350m㎡/min,慢走丝机床加工的工件与快走丝不同通常都是既对加工精度要求很高又有很大的加工厚度。这就对慢走丝机床的进给速度有很高的要求,速度必须在一定的范围内,过快的速度会造成加工不彻底,在工件表面留下深浅不一的粗糙痕迹使表面粗糙度变差,同时也会造成电极丝振动加大,易造成断丝!至于伺服系统小于2个脉冲的追随误差,则是因为线切割的加工原理就是正负电极之间不断放电灼烧工件表面,就是说两个电极之间要保持一定的距离,既不能接触在一起造成短路,又不能距离太远造成断路!4 大惯量伺服系统调试4.1 系统调试 对于调试过程可说是难点重重,因为客户机械整体的负载就非常的大,而且还要在加工的过程中在加工槽里注满水,使得负载惯量和负载质量更大,增加了伺服的控制难度。为了保证2个脉冲的追踪误差,所以伺服控制器的增益必须维持在一个较高的水平,但是由于几乎不允许出现任何的振动,那么伺服控制系统的增益还不能够过大,也就是说在稳定的响应水平和稳定的控制平衡度之间寻找一个平衡点,这个平衡点的选取就是我们调试的关键。 由于该设备的运行速度不能超过我们调试软件估测负载惯量所需的运行速度200rpm,所以只能通过不断的试验,对参数进行设置,以找到最佳的增益参数,也就是将伺服参数中跟增益有关的2-00(位置控制增益),2-02(位置前馈增益),2-03(位置前馈增益平滑常量),2-04(速度控制增益),2-06(速度积分补偿),以及跟共振有关的2-25(共振抑制低通滤波),2-23(共振抑制Notch filter),2-24(共振抑制Notch filter衰减率)进行不断的试验设置和运行测试,2-00主要作用是保持位置环控制响应水平的,2-04主要作用是保持速度环控制响应水平的,这两个值是伺服响应的基础,而2-02和2-06的主要作用就是减小位置控制误差和速度控制误差的,将这两个值调到很高的位置可以明显地减小追随误差。2-03作用就是可以大大的降低传动机构的运转振动。 刚刚开始调试时,很快就将伺服的响应水平调整到一个不使伺服电机运行有振动的最高的控制水平,这个增益水平上伺服电机的运行效果是是伺服系统在0.5rpm的速度下运行追随误差基本保持在2个脉冲范围内,但是在运行的某几个点的时候,会跳变到3~4个脉冲。这是慢走丝设备运行不允许的,必须通过调整伺服的增益来改善这样的运行效果,因为这样的追随误差的跳变是由于在某个运行点上伺服系统的负载情况发生改变,而由于伺服系统的响应又不够快,所以才会出现追随误差变大的情况。通过以上分析,需要实现的就是提高伺服系统的响应水平又不能使伺服电机运行过程中出现任何的振动。为了既不让电机振动,又提高增益水平,只有将2-03加大降低机构传动的振动,才能提高2-04和2-00从而提高伺服系统整体的增益水平位置较高的响应,同时,还不能把2-03的值调整地过高,因为它会影响位置追踪误差。 在增调整已经很理想的情况下,开始安装工件试切。在试切过程发现一个很异常的现象,即在x轴以0.3rpm速度进给时,y轴的追踪误差会有一个不断的跳变,当时y轴根本没有信号输入,是不应该有任何移动的。出现这样的情况只有两种可能,一是有信号干扰,二是发生了机械振动!通过判断是在x轴以一定速度移动时,y轴会有共振产生!利用我们调试软件BWS-DDS找到共振频率,消除共振,调试完成。共振抑制频率点的抓取如图3所示。